| 产品特性:红外多频 | 是否进口:否 | 品牌:山科安 |
| 工作电源:直流24v | 探测方式:光学 | 环境温度:-30~+75℃ |
| 环境湿度:95% | 尺寸:105*110mm | 3C证书编号:2013081801000749 |
一、LNG液化工厂的危险性分析及室外防爆型LNG多频液化工厂液厂火焰探测器的应用
液化天 然气(Liquefied Natural Gas,简称LNG)主要成分为甲烷的液态混合物。气态天 然气经过净化处理:主要是脱除酸性气体、水、汞等杂质,之后,采用我国自 主研发的双循环混合冷剂制冷工艺,净化后的天 然气与混合冷剂在板翅式换热器中进行热交换,樶终在低温(-162℃)常压状态下液化,成为液化天 然气。液化天 然气具有绿色环保、经济实 惠、安全可 靠等优点,Liquefied Natural Gas体积为常规气体的六***之一,可以进行一定量的存储与长途运送。液化天 然气是绿色环保能源,综合其安全性、环保性、高效性等方面的优势,液化天 然气将成为全世 界广 泛运用的一种清洁能源。
目前我国已建成和在建的LNG工厂项目有100多家。截至2015年上半年,全 国投产的天 然气液化工厂已有137家,设计总产能为7407万方/天。这些已经建成的天 然气液化工厂中,只有少数的加工能力超过100万方/天,其余装置的规模普遍较小。从国内的天 然气发展形势可以预见,在未来20年的时间内,LNG将成为我国天 然气市场的强 大生力军。
案例工厂的危险性分析是对60万吨/年LNG装备国产化项目在生产运行过程中重大危险源进行分析,提出预防改进措施,并介绍新型室外防爆型多频LNG液化工厂液厂火焰探测器的应用。
2、案例LNG工厂概况
本工厂设计LNG产量为260X104Nm3/d,LNG储存容量为3X104m年工作时间8000小时。本装置生产工艺采用我国自主研发的双循环混合冷剂制冷技术,此技术目前在世界范围内都处于***,在我国已有Liquefied Natural Gas工厂侧屈此技术进行生产。本工厂涉及的主要原辅材料包括天 然气、MDEA、4A分子筛以及混合冷剂。常规所需的能源与耗能工质涵盖了循环水、电、氮气以及仪表等。产品LNG在LNG储罐中储存,本工厂日产LNG约4100m3,7—9天左右即可满罐。
3、物料的危险程度研究
按照相关规定,工厂中存在的一些易燃易爆危险品:天 然气,产品为液化天 然气,其基本由甲烷构成;液化环节所使用的混合冷剂 中涵盖了:乙烯、甲烷以及丙烷。按照我国安全部门所颁发的相关规定,本厂被列为第 一批重 点监管的危险品涵盖了:乙烯、甲烷、丙烷以及硫化氢。
4、重 大危险源辨识及级别标准
按照相关规定,对本厂予以重 大危险源分级。厂中所有相关物料已超过规定的临界值,因此本厂已成为危险化学品危险源。因此,此工厂危险化学品重大危险源的级别为一级。
5.厂内危险性
厂内生产环节所存在的危险因素包括:火灾爆炸以及Liquefied Natural Gas爆炸等等。
5.1火灾爆炸
厂内易燃的液化烃以及相关气体。在生产环节,如果出现泄漏以及点火等就会发生爆炸。
5.2物理性爆炸
厂内生产所使用的容器均为压力容器,很多工艺物料输送通路都是用压力通路。压力容器和管道纵横交错,因此会所受到压力以及温度变化的影响,若选材不当或操作流程出现偏差,那么就会导致压力容器以及压力通路失效,进而出现物理爆炸的事故。物理爆炸会造成一系列的连锁反应,进而导致火灾等二次事故。
5.3Liquefied Natural Gas翻滚
Liquefied Natural Gas翻滚是在储罐内的Liquefied Natural Gas发生***的分层情况时,因为上方Liquefied Natural Gas 静压的抑制功能,导致外界输送的热量不能使下方的Liquefied Natural Gas弟一时间蒸发,进而促使下方的Liquefied Natural Gas过饱。在储罐上方的Liquefied Natural Gas密度高过下方Liquefied Natural Gas的时候,下方Liquefied Natural Gas突然提高,造成蒸发,若实际操作过程没有***预防手段,那么就可能发生重 大事故。
5.4***
工厂采用DMR(双循环混合冷剂)制冷工艺制作液化天 然气。在生产和储存环节,对低温介质设施以及管道进行隔热处理。如果出现低温介质泄露那么就会造成相关人员***。
6、火灾危险性类别与爆炸危险区域划分
6.1装置火灾危险性类别
压缩机棚 2层 ***火灾危险性分类
生产装置净化区 甲
生产装置液化区 甲
LNG储罐区 1层 甲
LNG装车区 1层 甲
冷剂储存区
空压及氮气站 1层 戊
导热油炉区 1层 戊
热水锅炉房 1层 戊
变配电站 2层 丙
中 央控制室 1层 丙
火炬区 丁
6.2爆炸危险区域划分
本工厂根据工艺装置危险性介质在生产、加工、处理、转 运和储存过程中出现的程度以及使用时间,根据相关规定予以了划分:
零区:持续发生危险性气体混合物的环境。
一区:在一般运行的时候能够出现危险性气体混合物的环境。
二区:在一般运行的时候能够短时存在危险性介质的环境。
本工厂工艺装置区、储运区、火炬区主要分为2区爆炸危险区域,2区范围内的凹陷地区,如坑、池、下水道和电缆沟等,划分为1区;导热油炉、热水锅炉房所用燃料气调节阀由于附近有明火故未划分为爆炸危险区域,但从安全考虑电气设备及灯具选型按危险2区选择。
7、主要的安全控制措施
7.1本工程系统通过密闭以及自动化手段进行操作,以避免泄露等安全问题。
7.2分散控制系统(DCS)
过程控制系统采用分散控制系统(DCS),由操作工作站与工程站对所有设施予以监 控,工艺的一般控制以及工艺均衡控制都通过DCS进行操作。
7.3安全仪表系统(SIS)
设置了安全仪表系统SIS,提供将装置置于安全状态的检测和控制功能(即传统意义上的紧急停车,ESD)。SIS是专门用于防止或减轻危险事件、保护人员安全和环境以及预防对工艺设备造成灾难性损害的系统。SIS应对可能存在危险或如果不采取措施可能樶终产生危险的工艺及设备状况做出快 速响应。
7.4火灾报警系统(FAS)
FAS将用来检测重要建筑物内可能出现的火灾,在发生紧急情况时触发声光报警及消防设施,***人员和生产设施的安全。火灾报警系统由火灾盘接收来自手报按钮及火警检测设备的信号,火警发生时联动相应的消防设备。通过串行口和GDS通讯,或通过硬线将关键参数报警上传GDS,各建筑物的各个火警检测器的状态在中 央控制室、装车控制室的火灾报警控制盘上显示、报警、控制。
其中作为关键的明火检测设备,室外防爆型多频LNG液化工厂液厂火焰探测器布设在装置区关键设备区及工艺单元区,主要包括设备厂房 、净化区、冷箱区、储罐区 、装车区等位置。
7.5可燃气体/有毒气体检测系统(GDS)
GDS将用来检测工艺装置区、公用工程和重要建筑物内可能出现的可燃气体泄漏并触发声光报警。可燃气体检测报警系统设置在SIS系统中,进入SIS系统的过程端子柜以及系统柜,在SIS系统中设置独立的可燃气体及有毒气体信号输入卡件,控制器与工艺装置共用,设置独立的显示器用于可燃气体及有毒气体检测监视、报警。在SIS系统中,由全厂统一设置独立的可燃气体及有毒气体服务器,其应设置事件顺序记录功能。
7.6为避免设备与通路过高压导致的危险,厂内安装了安全阀。安全阀起跳时的介质按照性质的差异,分别进行处理。
7.7氮气的保护与换置
本厂产品、原料、混合冷品以及副产品重烃等都属于易燃爆物品。系统在检维修后都要对相关设施以及通路予以氮气换置,放置易燃介质和空气混合形成爆炸性气体环境。
7.8Liquefied Natural Gas储罐安全控制方法
Liquefied Natural Gas储罐为大型低温储槽。此类储罐的危险性偏高,同时存在液化天 然气翻滚等危险,因此在设计环节尤其重视Liquefied Natural Gas储罐的安全控制方法。
1. 储罐压力:低压自行补气设备,自动放空通路设施,放空管线,呼吸阀以及紧急泄放设备。
2. 进液装置:低温自动切断装置,上、下进液,环形喷淋设备。避免液化天 然气翻滚。
3. 排液设备:自带紧急切断设备,遥控紧急切断装置,泵后回流机制增加储槽内的液 体搅动。避免液化天 然气翻滚。
4. 氮气系统:氮气吹扫。
5. 补气系统:内罐呼出装置,天 然气以及氮气的供应,增压设施。
6. 自动监控系统:储罐安装十余个测温系统,储罐安装数套液位监 控装置,储罐安装数套压力监 控装置。避免液化天 然气翻滚。
7. 火焰监测:FAS对罐頂释放阀附近进行火焰控。
8. 固定式干粉灭火系统:FAS监测到火焰后,自动启动安全释放阀附近设置的干粉灭火系统。
9. 低温检测:储罐区防火堤内集液池低温监测连锁停泵,开启高倍泡数泡沫系统。
7.9装车的安全性控制
本厂通过低温装车臂对Liquefied Natural Gas槽车予以充装。在装车的总液相管和总气相管上装有制动切断设备,在装车的时候发生意外时进行关闭。装车台和装卸臂基础多过所在位置二百毫米,在装车台附近防止警示标志。
7.10保冷
在施工现场择取浇铸以及喷涂的措施进行施工。避免潮层采用CPU聚an酯阻燃防 水卷材。T大于六十五摄氏度择取泡沫玻璃加聚an酯双层、玛蹄脂二层用于管道与设备保冷。其中聚an酯、玛蹄脂均要求氧参数值高过三十。LNG储罐四周夹层空间填充隔热性能良好的珠光砂绝热。设备下的绝热层选择高强度、有较强绝热功能的泡沫玻璃砖予以隔热。
8、结论
Liquefied Natural Gas工厂存在甲烷等危险化学品以及火灾爆炸、物理性爆炸、Liquefied Natural Gas翻腾等危险因素。LNG工厂危险较多,安全风险大,工厂运行的安全性应该得到切实***。
以上通过对LNG工厂重大危险源的辨识、等级划分角度逐步对LNG工厂的主要危险性进行了分析,并结合本工厂实际提出了相应的安全控制措施,在此基础上总结提出了LNG工厂运行过程中主要安全隐患的控制对策,介绍了分散控制系统(DCS)、安全仪表系统(SIS)、火灾报警系统(FAS) 、可燃气体/有毒气体检测系统(GDS)在安全运行中所发挥的作用,着重介绍了新型室外防爆型多频LNG液化工厂液厂火焰探测器在天 然气液化工厂中的广泛应用,希望对LNG工厂运行管理有所帮助。
二、公司简介
山东自动化系统工程公司成立于1988年,位于山东省济南市,原隶属于山东省科学院自动化研究所,现整合改制为山科集团直属子公司(山东省国资控股)。公司依托研究所的科研资源优势,拥有一批技术全面、经验丰富的高素质人才。
研究所开展应用基础研究和应用开发研究。多年来,主持和承担了省级以上科研项目两百余项,其中包括国家“八六三”计划项目、国家科技支撑计划项目,形成了一批具有自主知识产权的技术成果。
公司依托研究所建立完备的火灾预警电子产品研发、测试、生产中心,拥有自动化贴片生产线和检验测试设备,能够全流程保障产品品质,满足用户需求。
自从2006年6月,公司率先推出一款早期三频复合式火焰探测器产品,十余年来一直聚焦于工业和特种行业的火灾探测技术研究及相关产品开发。自主研发了多款火焰、可燃/有毒气体、烟雾探测器等智能消防报警设备,以及自动跟踪射流灭火装置等自动灭火设备。
为石油、化工、燃气、酿酒、电力、交通、军武等工业与特种行业提供火灾安全解决方案,为构建和谐社会、平安中国积聚能量。
三、公司优势
团队精干、 聚焦发力、 技术 先 进、 服务 专 业
四、我们的文化与理念:
文化:技术***美好未来,用心实现您的安心
理念:团结、敬业、务实、创造
五、产品介绍
室外防爆型多频LNG液化工厂液厂火焰探测器,生命周期长保护范围广。
它运用了多红外特征频谱传感技术,使用三只具有窄带滤波的不同波长的红外传感器。其中一只传感器工作在反映火焰信息的中心波长,另外两只传感器监视环境中的其他红外辐射。
其作用是结合火焰的闪烁特征,通过高速微处理器和迭代后稳定的数学算法模型,进行运算分析,使得只有符合火焰特征的辐射频谱才会被确认为火警,而其它的干扰因素形成的假火警信号则会被排除,从而实现高速准确报警。
六、产品优势--精、准、稳、广
室外防爆型多频LNG液化工厂液厂火焰探测器,生命周期长保护范围广。
技术精: 明火探测新方法,技术精良应用广
算法准: 智能判断模型准,高速预警抗干扰
质量稳: 制造测试工艺强,恶劣环境照样跑
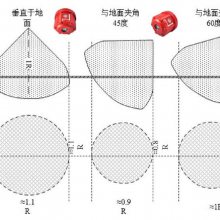
范围广: 扇形监查范围广,用户综合成本少
其使用精良稳定的明火探测技术,因其应用场景广泛,2010年后开始迅速在国内各工业行业普及使用。
室外防爆型多频LNG液化工厂液厂火焰探测器,尤其适合在条件复杂的天 然气液化工厂的净化、制冷分离、液化、副产品回收、储存、装运等过程中,在有阳光反射物、振动,强电磁干扰的防爆区域使用。
七、安装调试:
室外防爆型多频LNG液化工厂液厂火焰探测器的安装:
探测器可安装在墙上、屋嵿或固定架上,可壁装或抱管安装。探测器的监视窗朝向要向下倾斜,以减少灰尘的堆积。探测器距离监视目标可根据火灾特性而定,一般不小于2m。探测器安装高度一般不小于2.5米。
室外防爆型多频LNG液化工厂液厂火焰探测器安装注意事项:
探测器安装布线时,应使所监视的区域处于视场角的有效范围内;
探测器安装面应当牢固、抗震;
探测器附近避开高温物体安装;
室外防爆型多频LNG液化工厂液厂火焰探测器的简易调试:
探测器上电前,请先确认电源为24V供电;通电后,十秒左右探测器指示灯变绿;在距离一米处点燃酒精灯轻轻晃动5秒,探测器指示灯由绿色变为红色,确认可以正常报警。
八、售后服务:
山东自动化系统工程有限公司***提供的室外防爆型多频LNG液化工厂液厂火焰探测器是符合***GB15631-2008,在消防CCCF认证体系监督下,原厂生产的全新货物。出厂附有CCCF标志、合格证及产品说明书。
我公司***火焰探测器产品在正确安装、合理操作和维修保养条件下,产品于寿命期内运转良好。在规定的质量***期内,我公司对产品自身质量问题而造成的故障,将及时无偿维修或调换。